į┌ŠĆįā▒P
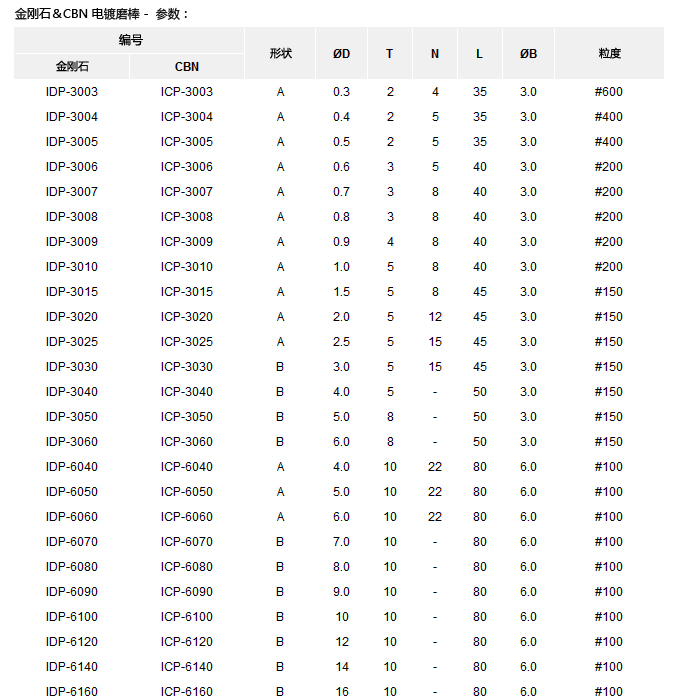
Ħ * ×ķ▒ž╠ŅĒŚ ĻPķ]

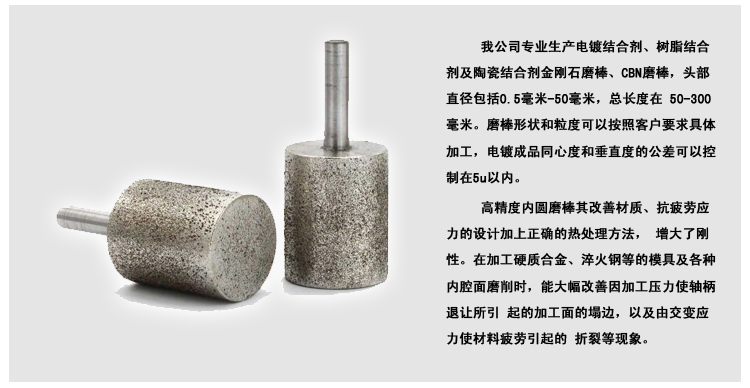
¢|▌Ė╩ąķL░▓└¹╚R─źŠ▀─ź┴ŽĮøĀI▓┐




ėåžø┴┐Ż©éĆŻ®
ārĖ±Ż©▓╗║¼ČÉŻ®
10
15.00į¬/éĆ
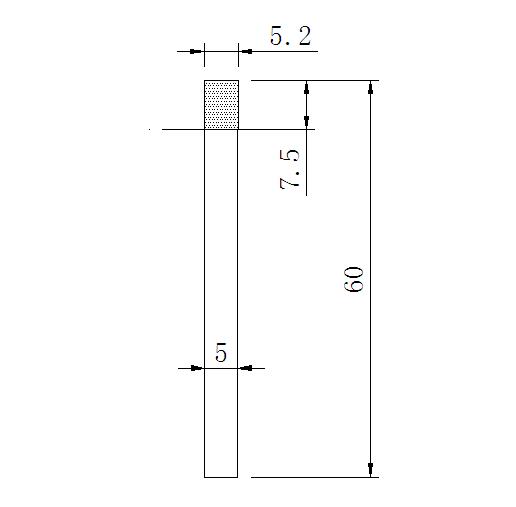
╣®æ¬ś╦Ņ}Ż║ļŖÕāĮäé╩»─ź░¶ 11┴Žū÷▒·ė▓╗»╠Ä└Ē 5.2D*7.5T*60L*5B
ārĖ±Ż║ļŖāx
░l▓╝╣½╦ŠŻ║¢|▌Ė╩ąķL░▓└¹╚R─źŠ▀─ź┴ŽĮøĀI▓┐
╣®žø┐é┴┐Ż║999999
┬ōŽĄ╚╦Ż║└Ņć°Š²
░lžøĄž³cŻ║ÅV¢| ¢|▌Ė ¢|▌Ė╩ą
░l▓╝ĢrķgŻ║2024─Ļ03į┬26╚š
ėąą¦Ų┌ų┴Ż║2025─Ļ01į┬19╚š
į┌ŠĆū╔įāŻ║
į┌ŠĆįā▒PŻ║į┌ŠĆįā▒P
«aŲĘŠC║Žą┼Žó┘|┴┐Ż║╬┤ėŗ╦Ń
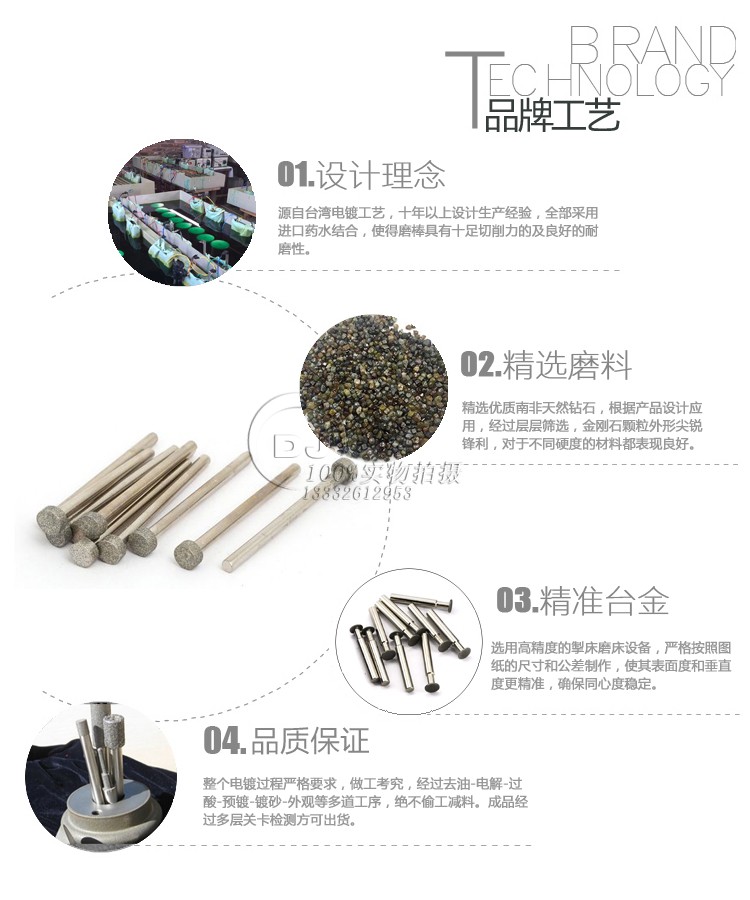
ąį─▄Ż║═©▀^Ė▀£žĖ▀ē║░čĮäé╩»┼cĮī┘Ę█╚┌║ŽųŲū„Č°│╔
ė├═ŠŻ║ų„ę¬ė├ė┌▓Ż┴¦╝ė╣żĪŻ
ėó╬─├¹Ż║Diamond wheel
ŽÓĻP═Ų╦]Ż║




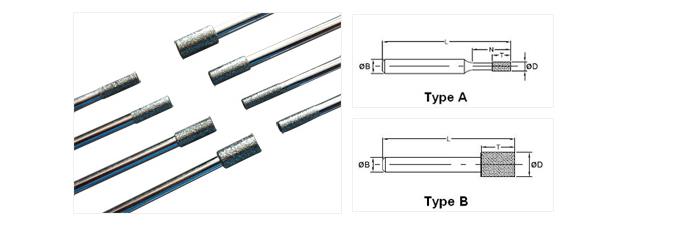









ĖĮõøŻ║╚ń║╬▀xō±║Ž▀mĄ─Įäé╩»/CBN─źŅ^│▀┤ńŻ┐
1Ż¼ā╚łA─ź░¶ų▒ÅĮ▓╗ę╦╠½┤¾╗“╠½ąĪ
─źā╚┐ūĢrŻ¼╚¶╔░▌åų▒ÅĮ╠½┤¾Ż¼ät╔░▌å┼c╣ż╝■Ą─Įėė|╗ĪļSų«į÷╝ėŻ¼╩╣─źŽ„¤ßį÷╝ėŻ¼└õģs║═┼┼Ž„└¦ļyĪŻ╚¶╔░▌åų▒ÅĮ╠½ąĪŻ¼ļyęį▀_ĄĮ └ĒŽļĄ──źŽ„╦┘Č╚Ż©30m/s~50m/sŻ®Ż¼╩╣─źŽ„║±Č╚į÷╝ėŻ¼─ź┴Ż╦∙╩▄Ą─Ę¹║Žį÷╝ėŻ¼╚▌ęū─źŌgŻ¼╩╣ā╚┐ū▒Ē├µ┤ų▓┌Č╚į÷╝ėŻ¼╔·«aą¦┬╩ĮĄ Ą═ĪŻ ×ķ┴╦½@Ą├┴╝║├Ą──źŽ„ą¦╣¹Ż¼╔░▌åų▒ÅĮ┼cā╚┐ūų▒ÅĮæ¬▒Ż│ų▀m«öĄ─▒╚ųĄŻ¼┤╦▒╚ųĄ═©│Żį┌0.5~0.9ų«ķgĪŻ«ö┐ūÅĮ▌^ąĪĢrŻ¼ų╗ę¬å¢Ņ}╩Ū╔░▌åłAų▄╦┘Č╚Ą═Ż¼┤╦Ģræ¬╚Ī┤¾▒╚ųĄŻ╗«ö┐ūŠÓ▌^ąĪĢrŻ¼ų„ę¬å¢Ņ}╩Ū└õģs║═┼┼ą╝└¦ļyŻ¼┤╦Ģræ¬╚ź▌^ąĪĄ─▒╚ųĄĪŻā╚łA╔░▌åų▒ÅĮ▀xō±┐╔ģó┐╝Ž┬▒ĒĪŻ
| ▒╗─ź┐ūĄ─ų▒ÅĮ/mm | ╔░▌åų▒ÅĮ/mm | ▒╗─ź┐ūĄ─ų▒ÅĮ/mm | ╔░▌åų▒ÅĮ/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2Ż¼ā╚łA─ź░¶╣żū„īÆČ╚▓╗ę╦╠½īÆ╗“╠½šŁ
ā╚łA─źŽ„ĢrŻ¼╚ń╣¹╔░▌åīÆČ╚╠½šŁŻ¼╔░▌å╚▌ęū─źōpŻ¼▓╗└¹ė┌╠ßĖ▀╔·«aą¦┬╩║═ĮĄĄ═▒Ē├µ┤ų▓┌Č╚Ż╗╚ń╣¹╔░▌å╠½īÆŻ¼ät─źŽ„┴”į÷╝ėŻ¼ęūę²Ų╔░▌åĮėķL▌SÅØŪ·ūāą╬ĪŻę“┤╦─źā╚┐ūĢrŻ¼æ¬▀xō±║Ž▀mĄ─╔░▌åīÆČ╚ĪŻį┌ĮėķL▌Säéąį║═ÖC┤▓╣”┬╩į╩įSĄ─ĘČć·ā╚Ż¼╔░▌åīÆČ╚┐╔ęį░┤╣ż╝■▀ĆķLČ╚▀xō±Ż¼ęŖŽ┬▒ĒĪŻ
| ─źŽ„ķLČ╚/mm | ╔░▌åīÆČ╚/mm | ─źŽ„ķLČ╚/mm | ╔░▌åīÆČ╚/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50ęį╔Ž | 40 |
ļŖÕāĮäé╩»─ź░¶ SKD11┴Žū÷▒·ė▓╗»╠Ä└Ē 5.2D*7.5T*60L*5B SDC180P
 ėåū÷Ū“Ņ^─ź░¶ Įäé╩»Ū“ą╬─źŅ^─ź░╝▓█łA╗Īā╚łA─źŅ^
ėåū÷Ū“Ņ^─ź░¶ Įäé╩»Ū“ą╬─źŅ^─ź░╝▓█łA╗Īā╚łA─źŅ^2023-06-28
 ėåū÷ķ_▓█Įäé╩»─ź░¶┤ų╔░ č§╗»õå╠š┤╔ķ_£Ž SDC80─┐
ėåū÷ķ_▓█Įäé╩»─ź░¶┤ų╔░ č§╗»õå╠š┤╔ķ_£Ž SDC80─┐ 2023-07-07
 1L1ŲĮąą▓Ż┴¦─ź▀ģ▌å Įī┘ĮY║Žä® ═ŌÅĮ150mm R5.0
1L1ŲĮąą▓Ż┴¦─ź▀ģ▌å Įī┘ĮY║Žä® ═ŌÅĮ150mm R5.0&
2023-07-07 ļŖÕāĮäé╩»─ź░¶ Įäé╔░─źŅ^ ┤ų╔░─źŅ^ ▒·6mm łAų∙─źŅ^
ļŖÕāĮäé╩»─ź░¶ Įäé╔░─źŅ^ ┤ų╔░─źŅ^ ▒·6mm łAų∙─źŅ^2023-07-07
įgܦĪóÉ║ęŌ╣źō¶Īó¤o╩┬īŹę└ō■ĪóĘŪš²─▄┴┐Ą─Ž¹śOįušZĢ■▒╗╣▄└ĒåTäh│²Ż¼─·Ą─įušZ┐╔─▄ī”Ųõ╦¹╚╦ėą║▄Ė▀Ą─ģó┐╝ārųĄĪŻ