į┌ŠĆįā▒P
Ħ * ×ķ▒ž╠ŅĒŚ ĻPķ]

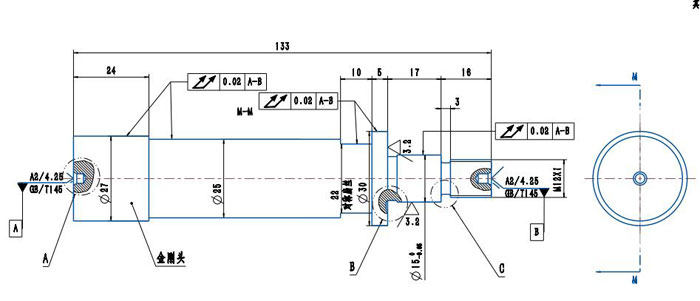
¢|▌Ė╩ąķL░▓└¹╚R─źŠ▀─ź┴ŽĮøĀI▓┐




ėåžø┴┐Ż©éĆŻ®
ārĖ±Ż©▓╗║¼ČÉŻ®
2
450.00į¬/éĆ
╣®æ¬ś╦Ņ}Ż║¢|▌ĖėåųŲ1A1W ─ź╣ż│╠╠š┤╔ā╚┐ūė├ CNCļŖų„▌S ╠š┤╔Įäé╩»─źŅ^
ārĖ±Ż║ļŖāx
░l▓╝╣½╦ŠŻ║¢|▌Ė╩ąķL░▓└¹╚R─źŠ▀─ź┴ŽĮøĀI▓┐
╣®žø┐é┴┐Ż║334
┬ōŽĄ╚╦Ż║└Ņć°Š²
░lžøĄž³cŻ║ÅV¢| ¢|▌Ė ¢|▌Ė╩ą
░l▓╝ĢrķgŻ║2023─Ļ07į┬12╚š
ėąą¦Ų┌ų┴Ż║2025─Ļ01į┬19╚š
į┌ŠĆū╔įāŻ║
į┌ŠĆįā▒PŻ║į┌ŠĆįā▒P
«aŲĘŠC║Žą┼Žó┘|┴┐Ż║╬┤ėŗ╦Ń
ąį─▄Ż║═©▀^Ė▀£žĖ▀ē║░čĮäé╩»┼cĮī┘Ę█╚┌║ŽųŲū„Č°│╔
ė├═ŠŻ║ų„ę¬ė├ė┌▓Ż┴¦╝ė╣żĪŻ
ėó╬─├¹Ż║Diamond wheel
ŽÓĻP═Ų╦]Ż║





¢|Š▐│Ż─ĻīŻūóčą░lĖ„ŅÉ│¼ė▓─źŠ▀«aŲĘŻ¼ų„ꬫaŲĘėą¦Č3.0Ī½¦Č80ā╚łA─ź╔░▌åŻ¼¦Č200Ī½¦Č900═╣▌å▌SĪóŪ·▌SĄ╚═ŌłA─ź╔░▌åŻ¼¦Č100Ī½¦Č1200Č╦├µń±─ź▒PŻ¼Ė„ĘNęÄĖ±Ą─▒Łą═Īó═ļą═ĪóĄ¹ą═Ą╚«Éą═╔░▌å╝░─ź┬▌╝yĪó─źšŁ▓█│¼ė▓╔░▌åĪŻ
×ķ╩╣┐═æ¶│õĘų┴╦ĮŌŻ¼Ė³ėąą¦Ą─╩╣ė├¢|Š▐Ą─«aŲĘŻ¼Š═│¼ė▓─źŠ▀ā╚łA─ź╔░▌åū÷ę╗īŻķTĮķĮBĪŻ Ųõ─ź┴ŽŅÉą═ĘųĮäé╩»Ż©SDCŻ®║═Ą¬╗»┼(CBN)ā╔┤¾ŅÉŻ¼ĮY║Žä®×ķ╠š┤╔ĮY║Žä®Ż╗╠š┤╔ĮY║Žä®ā╚łA─ź░¶ėą─═Ė▀£žĪóą╬ĀŅ▒Ż│ųąį║├Īó╝ė╣żĄ─╣ż╝■£╩┤_ąį║═▒Ē├µ╣ŌØŹČ╚║├Īó─źŽ„ą¦┬╩Ė▀Ą╚ę╗ŽĄ┴ąā×┴╝ąį─▄Ż¼▒╗ÅVĘ║ė├ė┌Ė„ĘNÖCąĄ╝ė╣żųąŻ¼ė├ė┌ī”Ė„ĘN┴Ń▓┐╝■Ą─ā╚┐ūĄ─╝ė╣żĪŻ╚ńŻ║┐šš{ē║┐sÖCąąśIĪó▌S│ąąąśIĪóŲ¹▄ćąąśIĄ╚ĪŻ ╠š┤╔Įäé╩»ā╚łA─ź╔░▌å│Żė├Ą─╔·«a╣ż╦ć×ķŻ║“┼õ┴Ž©D©D│╔ą═©D©D¤²ĮY©D©Dš│─z©D©DÖCąĄ╝ė╣ż”Ą╚╣żą“ĪŻ
╠š┤╔Įäé╩»─źŅ^įćė├ĘČć·
╠š┤╔Įäé╩»─źŅ^╩Ūė├ė┌╝ė╣ż│▀┤ńŠ½Č╚Ė▀Īóę╗ų┬ąį║├Īóų▒ŠĆČ╚ĪółAČ╚ę¬Ū¾Ė▀Ą─«aŲĘĪŻŲš═©ā╚łA─źļyęį╝ė╣żĄ─Ė▀ė▓Č╚ĪóĖ▀Ēgąį▓─┴ŽŻ¼ī”│¼ė▓─źŠ▀üĒųvĘŪ│Ż╚▌ęūŻ¼¼Fį┌ÅVĘ║æ¬ė├ė┌▌S│ąąąśIĪó┐p╝x┼õ╝■ąąśIĪó─ŻŠ▀ąąśIĪóŲ¹▄ć┴Ń▓┐╝■Ż©ė═▒├Īóė═ūņŻ®Īó╚~Ų¼▒├▓┐╝■ĪóųŲ└õē║┐sÖC┴Ń╝■Īó╣ż│╠╠š┤╔ųŲŲĘĄ╚ąąśIĪŻį┌Ė„ĘNā╚łA─ź┤▓Īóū°ś╦─ź┤▓Īóā╚Ū·├µ─ź┤▓Ż¼Č╝╚ĪĄ├┴╦┴╝║├Ą─ą¦╣¹ĪŻ
╠š┤╔ĮY║Žä®Įäé╩»─źŅ^Ą─ā×įĮąįŻ©┼cŲš═©ā╚łA─źŽÓ▒╚Ż®
1Īóą▐š¹Ņl┤╬Ą═Ż¼╔░▌åą╬ĀŅ▒Ż│ųąį║├Ż¼ą▐š¹ę╗┤╬┐╔▀B└m─ź500Ī½2000éĆ┴Ń╝■Ż¼╩Ū═¼Ą╚ęÄĖ±Ųš═©─źŠ▀ē█├³Ą─300-500▒ČŻ╗
2Īó╝ė╣żŠ½Č╚Ė▀Ż¼┼·┴┐┴Ń╝■│▀┤ńę╗ų┬ąį║├Ż╗
3ĪóŠC║Ž│╔▒ŠĄ═Ż¼┐╝æ]ĄĮįOéõĪó╚╦åT║═ėąą¦ĢrķgĄ─│╔▒ŠŻ¼ŠC║Ž│╔▒Š┐╔ĮĄĄ═1/3ū¾ėęŻ╗
4Īó┴Ń╝■Ą──źŽ„├µ┘|┴┐║├Ż¼¤o¤²é¹¤oūā┘|ĪŻ
╠š┤╔Įäé╩»─ź░¶Ą─š│Įė
▓╔ė├Łh觜õų¼─zŻ©AĪóBŻ®š│ĮėĪŻŽ╚īó▌SŚU┼c╔░▌å─zĮė├µė├╗»īWįć䮎┤ā¶Īó┴└Ė╔Ż¼į┘Š∙ä“Ą─═┐╔Žę╗īė─zŻ¼╩ųäėą²▐Dā╔╚”Ż¼╣╠╗»╝┤┐╔ĪŻ
╠š┤╔Įäé╩»ā╚łA─ź╔░▌åĄ─ą▐š¹Īóą▐õJŻ©ū„ė├Ż║ą▐ą╬Īóį÷õJĪóŪÕą╝Ż®
1Īó ą▐š¹╣żŠ▀Ż║┐╔▓╔╚ĪĮäé╣PŻ©ČÓ³c╩ĮĪóĘ█─®ę▒Į╩ĮŻ®╗“ØL▌åā╔ĘN╣żŠ▀Ż¼▒M┴┐▓╔ė├Įäé╩»ØL▌åŻ╗
2Īó ą▐š¹ĢrŻ║╔░▌å▐D╦┘Ą─ĮĄĄ═Ģ■┤¾┤¾ĮĄĄ═Įäé╩»╣P║═ØL▌åĄ─Ž¹║─Ż╗ą▐ą╬Ģr▒M┴┐ĮĄĄ═╔░▌å▐D╦┘Ż¼ą╬ĀŅą▐║├║¾Ż¼╠ߥĮ╩╣ė├▐D╦┘Ż¼╬ó▀MĮo1μmį┘Š½ą▐ę╗┤╬Ż¼╝┤┐╔ė├ė┌─źŽ„╣ż╝■Ż╗
3Īóą▐š¹┴┐Ż║å╬┤╬ą▐š¹▀MĄČ▓╗│¼▀^0.003mmŻ¼├┐éĆą▐š¹ų▄Ų┌ą▐š¹┴┐▓╗│¼▀^0.02mmŻ╗
4Īóą▐š¹ąąĄČ╦┘Č╚Ż║═¼śė┴ŻČ╚Ą─╔░▌åūĘŪ¾─źŽ„ą¦┬╩┐sČ╠─ź╝ė╣żĢrķgŻ¼┐╔▀m«ö╠ßĖ▀ą▐š¹╣żŠ▀į┌╩╣ė├├µ╔ŽĄ─ąąū▀╦┘Č╚ĪŻ╚¶┤ų▓┌Č╚▓╗└ĒŽļŻ¼┐╔ĮĄĄ═ą▐š¹ąąĄČ╦┘Č╚Ż¼┤ų▓┌Č╚Š═Ģ■ėąę╗Č©Ą─Ė─╔ŲŻ╗
╠š┤╔ĮY║Žä®Įäé╩»ĪóCBN╔░▌å(─ź░¶Ż®Ą─╩╣ė├ĘĮĘ©
1Īó╔░▌å╩╣ė├╦┘Č╚Ż║╔░▌å╩╣ė├╦┘Č╚Ą─╠ßĖ▀ŽÓ«öė┌╔░▌åė▓Č╚║═ØŌČ╚į÷╝ėŻ¼Ģ■╩╣╔░▌åē█├³│╔▒ČĘŁĘ¼Ż¼Ūę┤ų▓┌Č╚ę▓Ģ■Ą├ĄĮĖ─╔ŲŻ¼Ą½└õģsŚl╝■▓╗║├ĢrŻ¼▌^ęū░l╔·¤²é¹Ż¼Ę┤ų«ęÓ╚╗Ż╗
2Īó╔░▌åĄ─┴ŻČ╚Ż║į┌ØMūŃ┴Ń╝■─ź╝ė╣ż┤ų▓┌Č╚ę¬Ū¾ĢrŻ¼▒M┴┐▀xė├▌^┤ųĄ─┴ŻČ╚╠¢Ż¼▀@śėĢ■╩╣╔░▌åĄ─╩╣ė├ē█├³║═ą¦┬╩Ą├ĄĮ╠ßĖ▀Ż¼ĮĄĄ═╔░▌å╩╣ė├│╔▒ŠŻ╗
×ķ╩╣ÅV┤¾ė├æ¶Ė³║├Ą├ĄĮ▀mė├Ą─ā╚łA─ź╔░▌åŻ¼šłšJšµ╠Ņīæ╬ę╣½╦Šé„░lĄ─ĪČ─źŠ▀╩╣ė├ĀŅørš{▓ķ▒ĒĪĘŻ¼ęį▒Ń╬ę╣½╦Š─▄ėąßśī”ąįĄ─įOėŗĪóųŲū„Ż¼¢|Š▐×ķ─·╠ß╣®ØMęŌĄ─Ę■䚯Ī












╬ę╣½╦ŠėąĮø“×ėåųŲĮäé╩»╝░Ą¬╗»┼─źŠ▀Ż¼╠ß╣®śõų¼ĮY║Žä®ĪóļŖÕāĮY║Žä®ĪóŪÓŃ~ĮY║Žä®Īó╠š┤╔ĮY║Žä®į┌ā╚Ą─Ė„ĘNŲĮ├µ─źŽ„Īó═ŌłA─źŽ„ĪóČ╦├µ─źŽ„Įäé╩»/CBN╔░▌åęį╝░ā╚łA─źŽ„╔░▌å─ź░¶Ż¼▓ó╔·«aīŻĒŚ╩╣ė├─źŽ„╔░▌å╝░ĘŪś╦Č©ųŲ╔░▌åĪŻ
 ėåū÷Ū“Ņ^─ź░¶ Įäé╩»Ū“ą╬─źŅ^─ź░╝▓█łA╗Īā╚łA─źŅ^
ėåū÷Ū“Ņ^─ź░¶ Įäé╩»Ū“ą╬─źŅ^─ź░╝▓█łA╗Īā╚łA─źŅ^2023-06-28
 ėåū÷ķ_▓█Įäé╩»─ź░¶┤ų╔░ č§╗»õå╠š┤╔ķ_£Ž SDC80─┐
ėåū÷ķ_▓█Įäé╩»─ź░¶┤ų╔░ č§╗»õå╠š┤╔ķ_£Ž SDC80─┐ 2023-07-07
 1L1ŲĮąą▓Ż┴¦─ź▀ģ▌å Įī┘ĮY║Žä® ═ŌÅĮ150mm R5.0
1L1ŲĮąą▓Ż┴¦─ź▀ģ▌å Įī┘ĮY║Žä® ═ŌÅĮ150mm R5.0&
2023-07-07 ļŖÕāĮäé╩»─ź░¶ Įäé╔░─źŅ^ ┤ų╔░─źŅ^ ▒·6mm łAų∙─źŅ^
ļŖÕāĮäé╩»─ź░¶ Įäé╔░─źŅ^ ┤ų╔░─źŅ^ ▒·6mm łAų∙─źŅ^2023-07-07
įgܦĪóÉ║ęŌ╣źō¶Īó¤o╩┬īŹę└ō■ĪóĘŪš²─▄┴┐Ą─Ž¹śOįušZĢ■▒╗╣▄└ĒåTäh│²Ż¼─·Ą─įušZ┐╔─▄ī”Ųõ╦¹╚╦ėą║▄Ė▀Ą─ģó┐╝ārųĄĪŻ